登录后检索并下载供应商信息库、前沿技术文章、全球行业资讯!
图片:
奖项: 2019年金奖
铸件编号: 2019-004
公司名称: 广州德志金属制品有限公司
铸件所属行业: 汽车
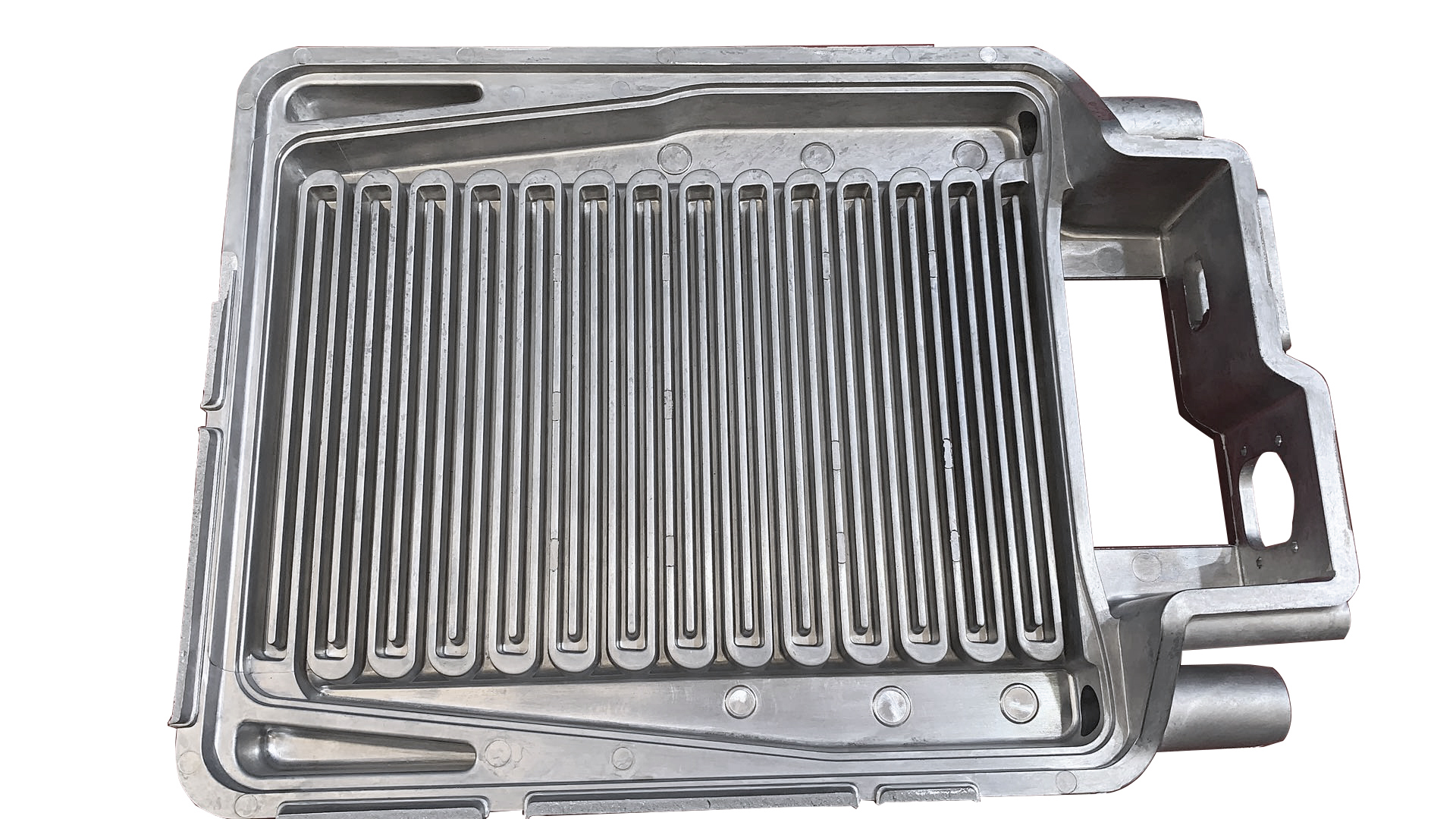
铸件名称: 后地板前侧梁
网址: http://www.dgs-druckguss.com
铸件材质:铝合金
铸件尺寸(单位:mm): 1170*274*345
压铸机品牌: 意特佩雷斯压铸机/吨位:2500T
模具生产商: 广州德志
铸件使用场合、工作条件: 1. 后地板左前侧梁为白车身的主要构成部件,与板材、型材搭接,要求有良好的铆接和焊接特性2. 装配在后地板左右两侧,与门槛搭接, 为碰撞过程中的受力部位,需要承受良好的耐久和碰撞特性
产品技术难点说明: 如图绿色圆圈处变形超过1.5mm,难以达到图纸要求
产品技术难点-图片:
铸件重量(单位:kg):8.6
合金品牌及牌号: AlSi10MnMg
产品典型特点: 1.大型薄壁车身结构件2.壁厚不均匀,有较多的深腔部位,产品总长1200mm,成型结构复杂,对流道布局和排气有较高的要求3. 采用高压高抽真空铸造4. 特殊热处理工艺以满足高力学性能要求5. 高尺寸精度要求,采用进口5轴CNC设备保证尺寸精度
产品生产关键要求: 1. 400mm*50mm的大面产品轮廓度要求0.5mm2. 3mm薄壁加工要求壁厚公差±0.25mm3. 产品表面不允许欠铸,冷隔,裂纹4. 表面处理 (汉高5200钝化)
针对技术难点采取的措施: 模具上做反向公差修正,优化工艺参数优化及优化热处理支架子设计,使产品变形量得到很大改进,从而满足客户的尺寸要求
针对技术难点采取的措施-图片:
铸件编号: 2019-003
公司名称: 宁波盛技机械有限公司
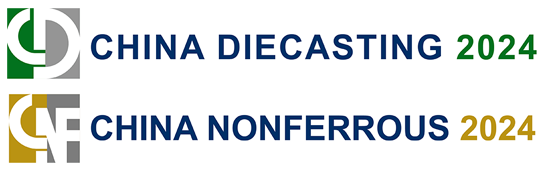
铸件名称: 加热器腔体
网址:
铸件尺寸(单位:mm): 279.5*203.5*53
压铸机品牌: 630T
模具生产商: 宁波盛技机械有限公司
铸件使用场合、工作条件: 汽车加热循环系统
产品技术难点说明: 1、产品绿色面需要焊接要求,不允许有气孔;
铸件重量(单位:kg):1.378
合金品牌及牌号: AlSi10Mg(Fe)
产品典型特点: 产品水道面有焊接要求,水道形状复杂,有孔隙和耐压测试要求。
产品生产关键要求: 产品需要与盖板焊接,焊接面不允许有气孔。产品在0.5MPa压缩气体下,放入水下测试1分钟内不允许泄露。
针对技术难点采取的措施: 1、为了保证产品质量,在浇铸系统和冷却系统上做特殊处理,使金属液能顺利进入中间关键区, 浇道使其有序充填,让腔内气体充分排出。
奖项: 无
铸件编号: 2019-002
铸件名称: 节气门壳体
铸件尺寸(单位:mm): 118*118*91.48
压铸机品牌: 350T
铸件使用场合、工作条件: 是汽车控制空气进入发动机的一道可控阀门,它上接空气滤清器,下接发动机缸体,是汽车发动机的咽喉
产品技术难点说明: 产品是过发动机空气滤清器的阀门通道,气密性要求高,孔隙度D5/1,特别加工区域不允许气孔。
铸件重量(单位:kg):0.475
合金品牌及牌号: AlSi12(Fe)
产品典型特点: 产品是发动机气体通道可控阀位置,气密性要求比较高,孔隙度D5/1。
产品生产关键要求: 产品是发动机气体通道可控阀位置,气密性要求比较高,孔隙度D5/1关键通道位置不允许气孔。
针对技术难点采取的措施: 为了保证产品质量,在浇铸系统和冷却系统上做特殊处理。水路做分区控制,厚大区域销子上高压点冷和普通点冷并用,浇道优先充填高要求区域。
铸件编号: 2019-001
公司名称: 宁波甬杰模具有限公司
铸件名称: 奥迪支架
铸件尺寸(单位:mm): 320*220*180
压铸机品牌: 力劲压铸机800T
模具生产商: 宁波甬杰模具有限公司
铸件使用场合、工作条件: 汽车内饰功能件
产品技术难点说明: 产品成型难
铸件重量(单位:kg):1.6
合金品牌及牌号: ADC12
产品典型特点: 产品模具设计结构复杂,分型面多。
产品生产关键要求: 产品铸件须注意冷隔、气孔等。
针对技术难点采取的措施: 产品浇口采取针对性设计,滑块配合精密。
铸件编号: 2018-135
公司名称: 重庆瑞通精工科技股份有限公司
铸件名称: 湿式双离合变速器
网址: http://www.cqrtsy.com
铸件尺寸(单位:mm): 515*495*254
压铸机品牌: 布勒 3200吨
模具生产商: 宁波全力机械模具厂
铸件使用场合、工作条件: 该铸件是湿式双离合变速器的右箱体
产品技术难点说明: 1、下图画圈位置有三个高压油道,耐压要求高,耐压达到20公斤力,一般压铸件只需要2公斤的压力,同时三个油道位置太近,油道出口处加工余量极大。2、产品定模侧太高,深腔部位没有铝水流出的通道,产品不易成型,内部气体极难排出。
铸件重量(单位:kg):11
产品典型特点: 1、 产品抽芯方向太多导致模具结构复杂,2、 产品顶部(定模最低处)相对进浇口位置太高,模具充型困难3、 高压油道处于充型不利部位
产品生产关键要求: 1、产品每个油道单独检测,要求在0.7MPa气压下1分钟泄露量小于5cc2、油道内和合箱面不允许出现气孔;
针对技术难点采取的措施: 1.如果在三个油道顶部设计局部挤压,三个型芯不能设计得太长,防止型芯被挤弯,为此采取挤压三个油道孔旁的螺钉孔来将铝液挤压进油道孔周边,同时三个油道孔设计高压点冷型芯2.在右侧滑块下边设计辅助流道,铝水流动方向向上,提前填充,将内部的空气排出一部分,减少产品内部空气的含量
地点 上海新国际博览中心(浦东新区龙阳路2345号) 时间 2026年7月15日 上午09:00-下午17:00 2026年7月16日 上午09:00-下午17:00 2026年7月17日 上午09:00-下午17:00
沈阳中铸生产力促进中心有限公司 | 版权所有
辽ICP备11002223号-1