铸件供应商 / 铸件
图片: 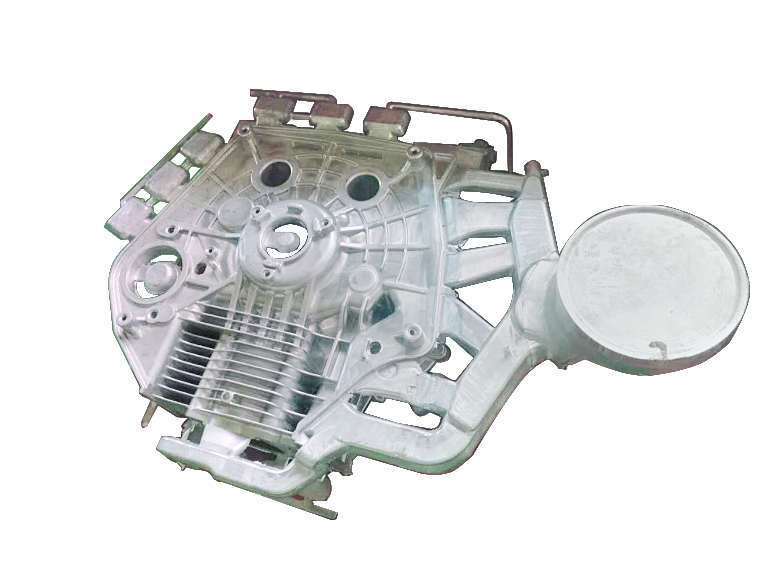
奖项: 无
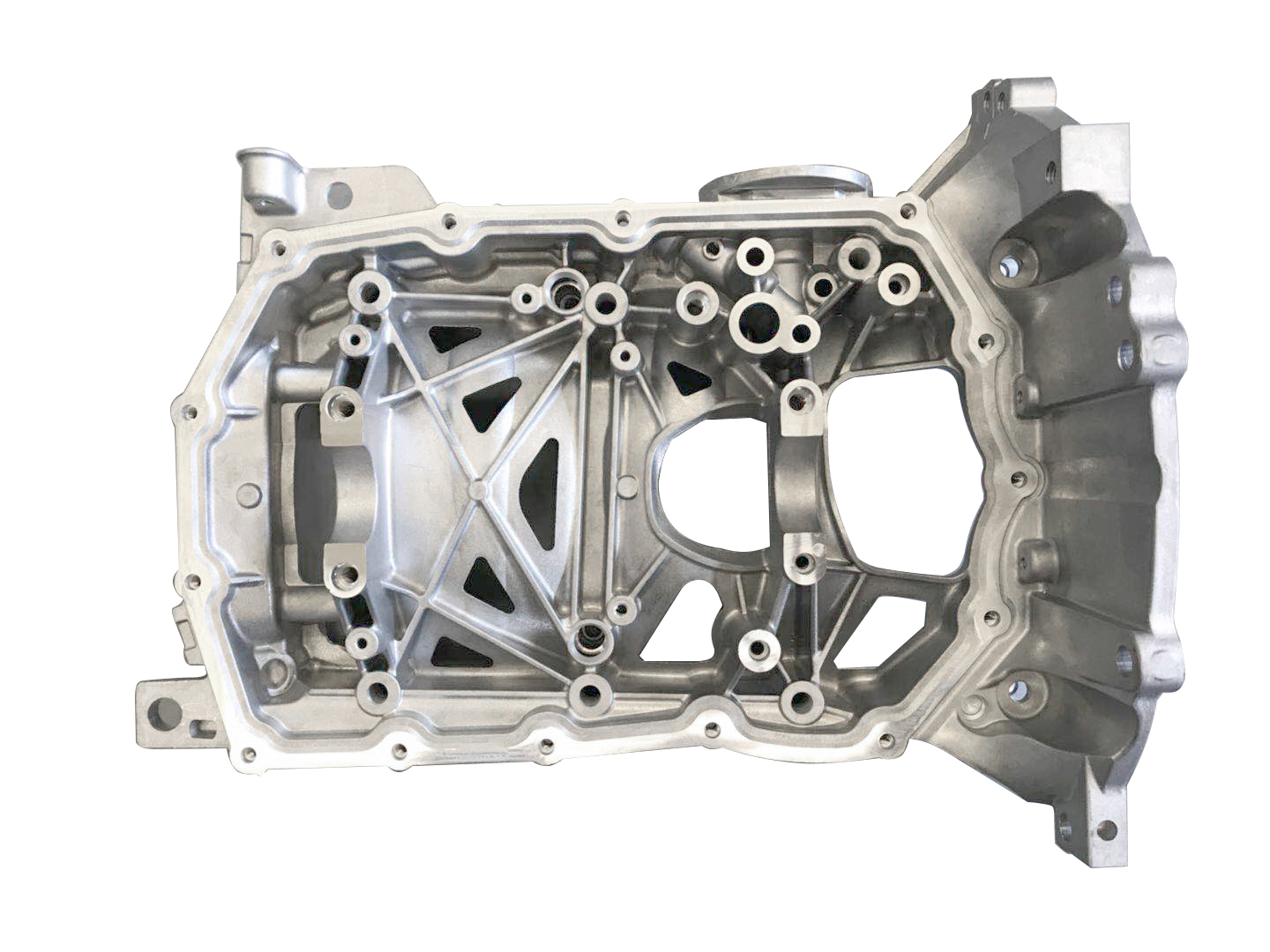
铸件编号: 2019-013
公司名称: 宁波巴特勒精密机械有限公司(横山模具压铸厂)
铸件所属行业: 汽车
铸件名称: 汽车发动机箱体
网址: http://www.buttler.cn
铸件材质:铝合金
图片: 
奖项: 无
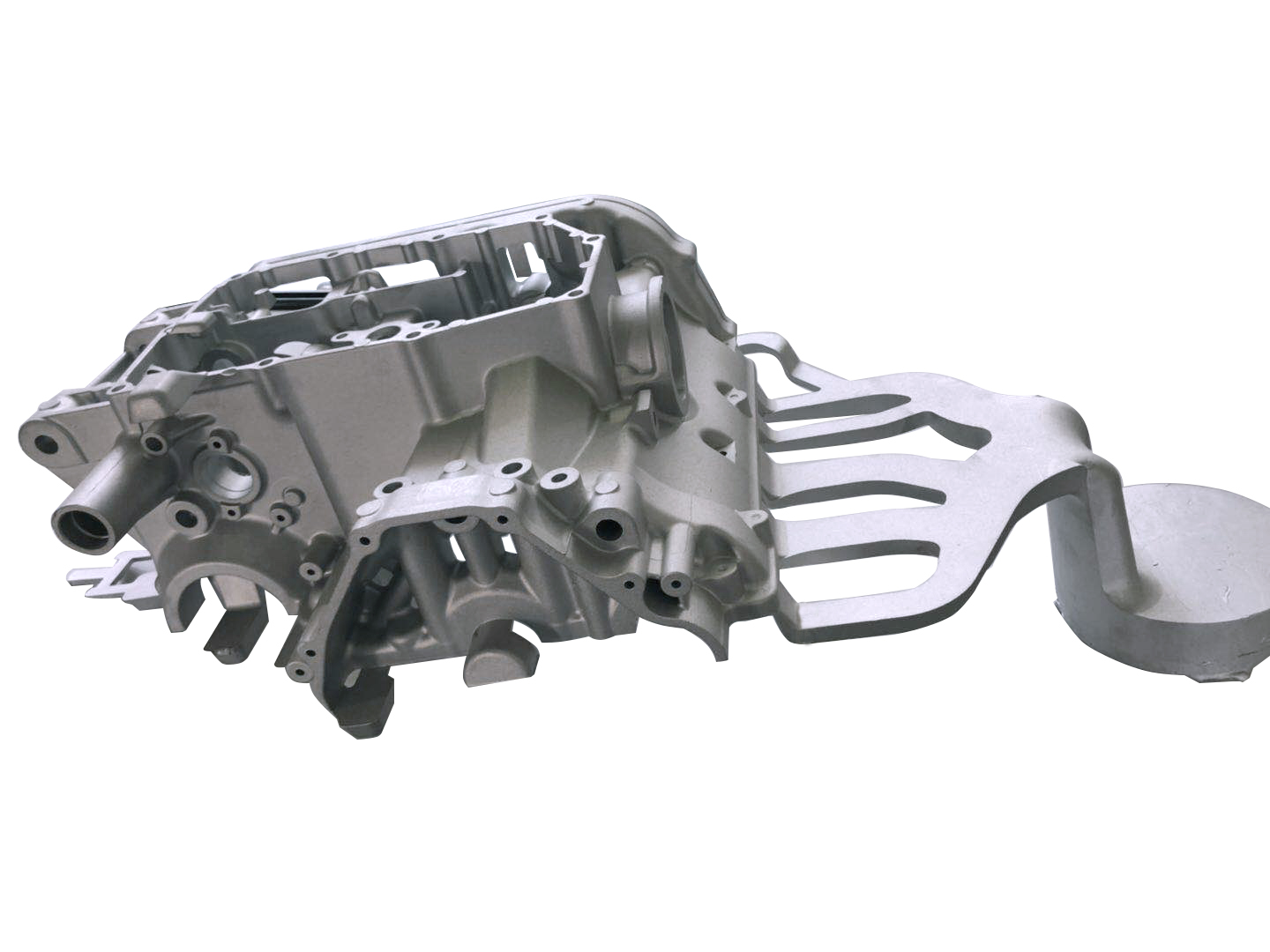
铸件编号: 2019-012
公司名称: 江苏普斯森精密机械有限公司
铸件所属行业: 汽车
铸件名称: 汽车空调压缩机 9653-4端盖
网址: http://www.pessen.com.cn
铸件材质:铝合金
图片: 
奖项: 无
铸件编号: 2019-011
公司名称: 江苏普斯森精密机械有限公司
铸件所属行业: 汽车
铸件名称: 汽车空调压缩机 9653-4壳体
网址: http://www.pessen.com.cn
铸件材质:铝合金