铸件供应商 / 铸件
图片: 
奖项: 无
铸件编号: 2018-039
公司名称: DST Industries
铸件所属行业: 卫浴五金
铸件名称: Sensor Plate & Sensor Activation Button
网址: http://www.dstindustries.com
铸件材质:锌合金
图片: 
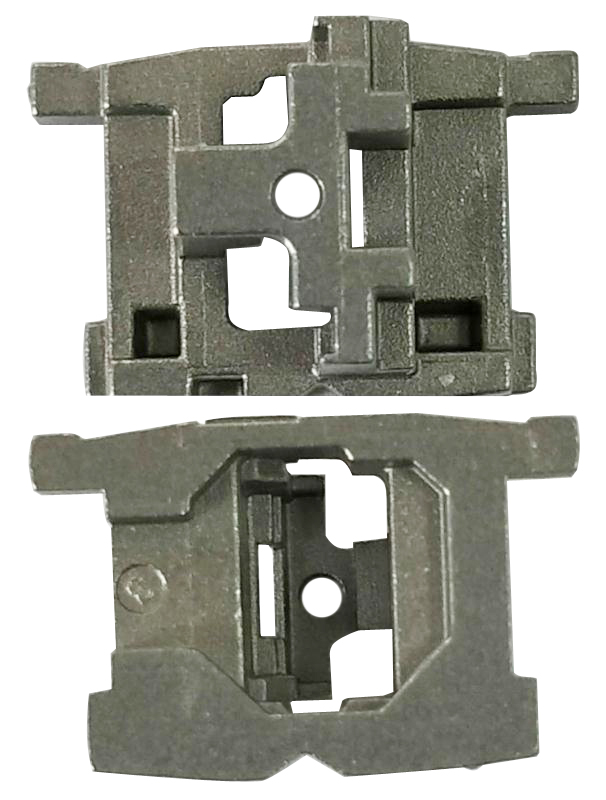
奖项: 无
铸件编号: 2018-038
公司名称: 苏州圣美特压铸科技有限公司
铸件所属行业: 电子
铸件名称: 金属夹子
网址: http://www.sdt-diecasting.com
铸件材质:锌合金
图片: 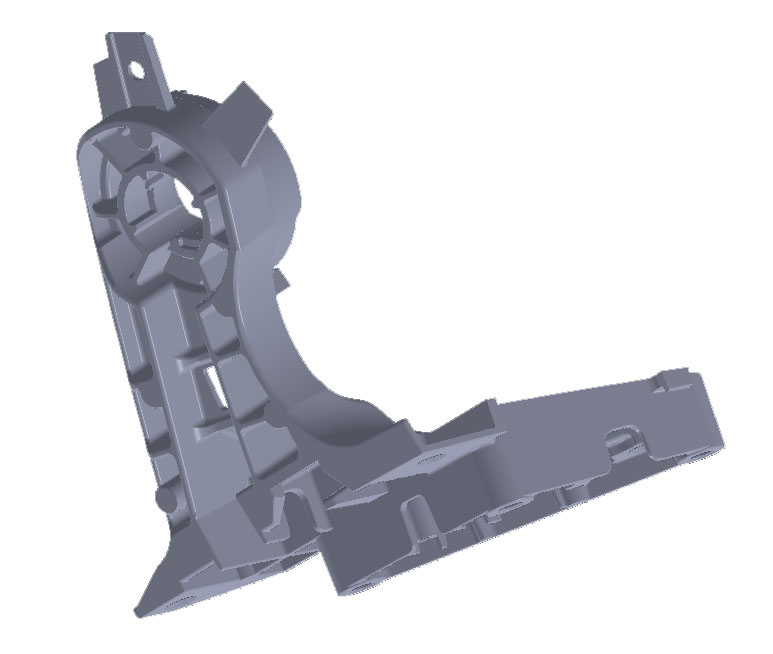
奖项: 无
铸件编号: 2018-036
公司名称: 宁波赛尔斯金属制品有限公司
铸件所属行业: 汽车
铸件名称: 后视镜支架
网址: http://www.nbceres.com
铸件材质:铝合金