铸件供应商 / 铸件
图片: 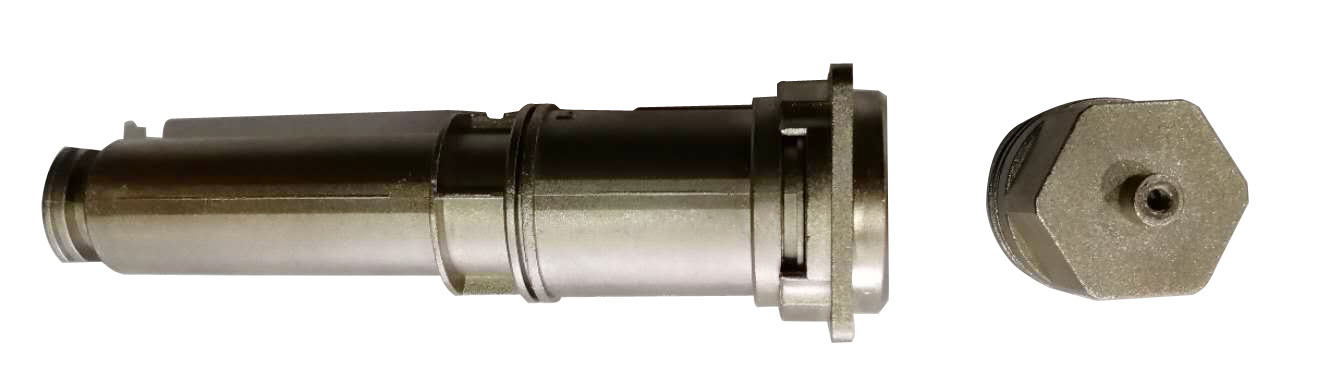
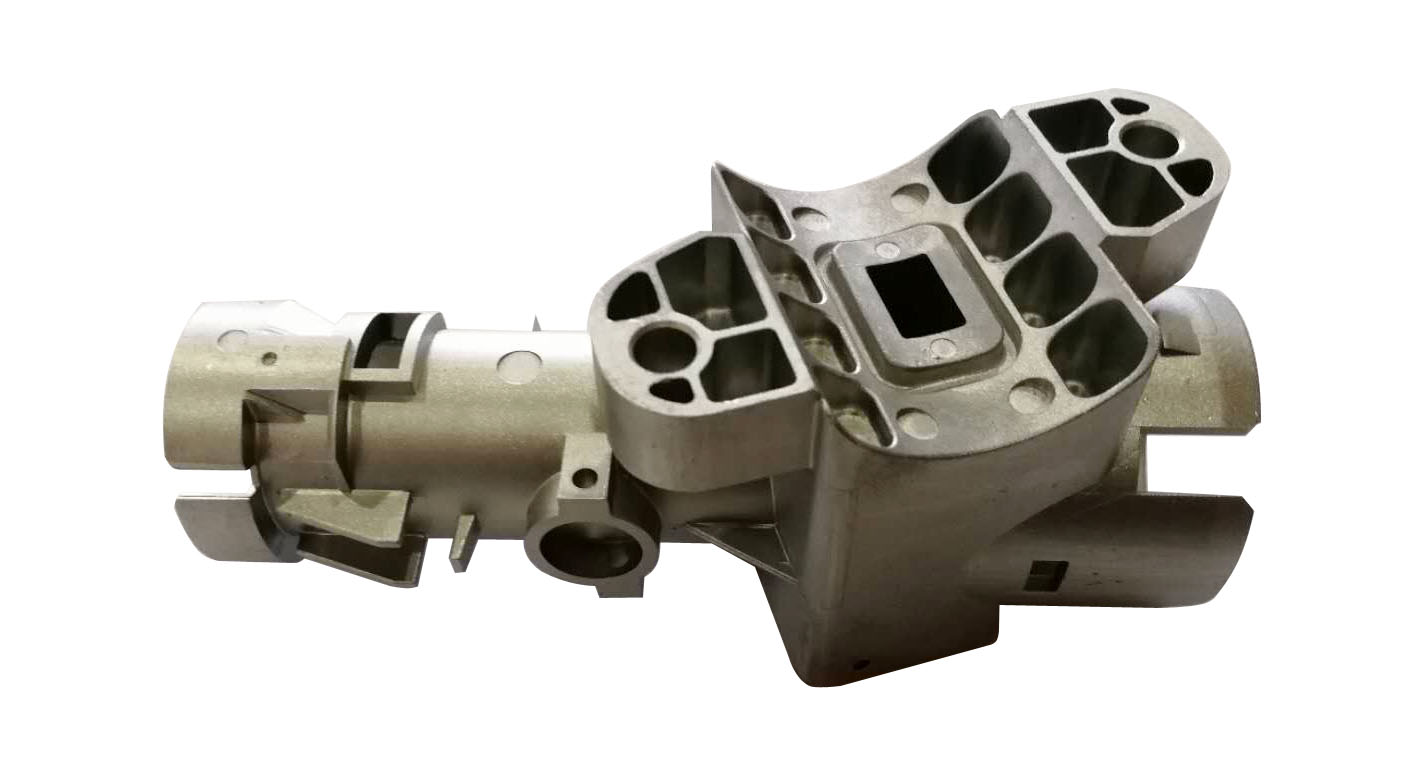
奖项: 2018年金奖
铸件编号: 2018-014
公司名称: 富乐压铸(太仓)有限公司
铸件所属行业: 通信电子
铸件名称: 天线基座壳体
网址: http://www.foehl-china.com.cn
铸件材质:锌合金
图片: 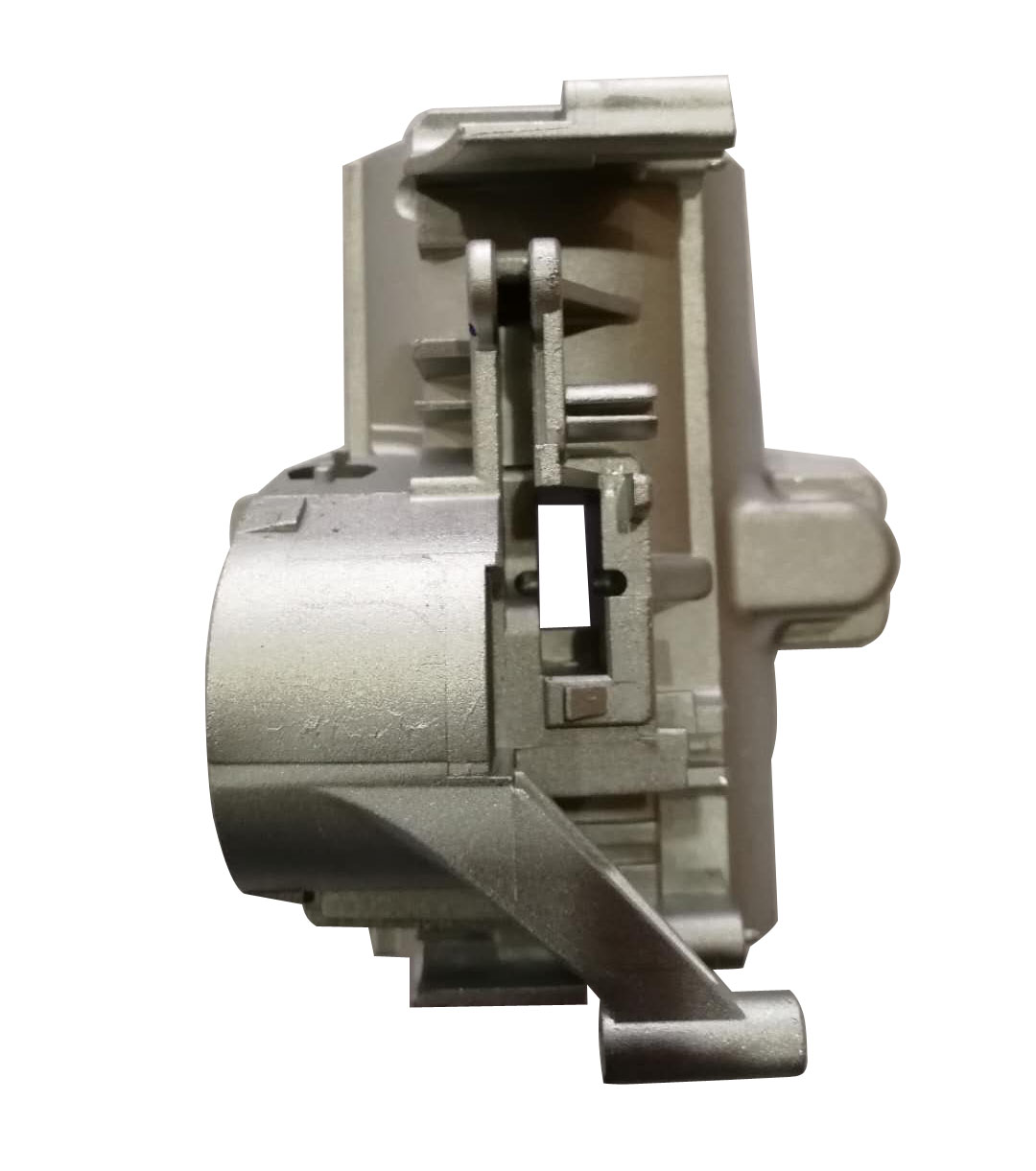
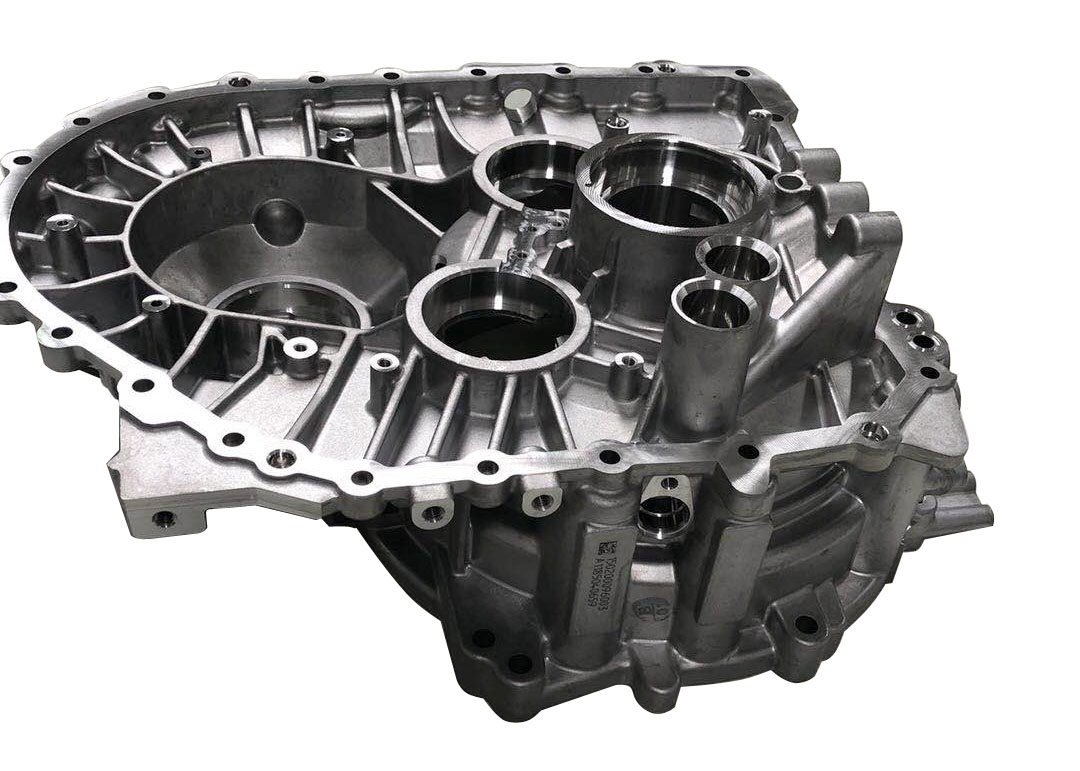
奖项: 无
铸件编号: 2018-013
公司名称: 富乐压铸(太仓)有限公司
铸件所属行业: 汽车
铸件名称: 转向柱电子锁防盗装置壳体
网址: http://www.foehl-china.com.cn
铸件材质:锌合金






图片:
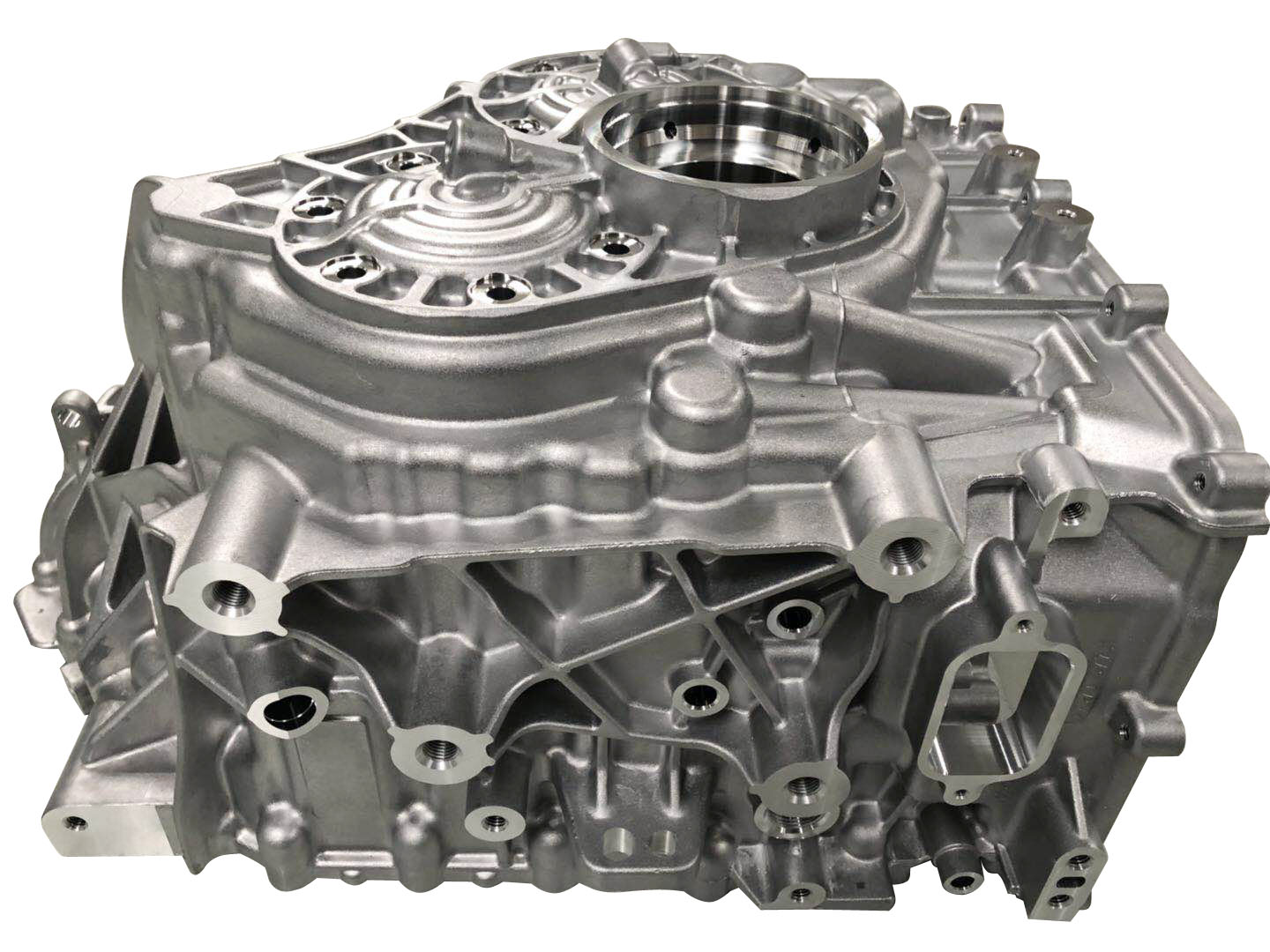
奖项: 2018年金奖
铸件编号: 2018-014
公司名称: 富乐压铸(太仓)有限公司
铸件所属行业: 通信电子
铸件名称: 天线基座壳体
网址: http://www.foehl-china.com.cn
铸件材质:锌合金
图片:
奖项: 无
铸件编号: 2018-013
公司名称: 富乐压铸(太仓)有限公司
铸件所属行业: 汽车
铸件名称: 转向柱电子锁防盗装置壳体
网址: http://www.foehl-china.com.cn
铸件材质:锌合金
地点
上海新国际博览中心(浦东新区龙阳路2345号)
时间
2026年7月15日 上午09:00-下午17:00
2026年7月16日 上午09:00-下午17:00
2026年7月17日 上午09:00-下午17:00


沈阳中铸生产力促进中心有限公司 | 版权所有